Sızdırmazlık elemanlarının uygun şekilde montajı hidrolik silindirin performansı ve ömrü için çok önemlidir. Montaj sırasında, keskin köşe ve kenarlara sahip hiçbir parça kullanılmamalıdır.
Montaj esnasında meydana gelebilecek uygunsuzluklar sızdırmazlık elemanlarına zarar verebilir. Bu uygunsuzluklar sonucunda oluşan hasarlar; sızdırmazlık elemanları silindir içinde kalacağından gözle görülemeyebilir ve kısa süre içerisinde kaçak, kasıntılı çalışma, hareketsizlik, yapıya zarar verme gibi problemlere yol açabilir.
Çevre ve Ortam Temizliği
Montaj sırasında çevre ve ortam temizliği önemlidir. Montaj öncesinde montaj aparatlarının ve montaj masasının temizlik kontrolü yapılmalı ve uygun hale getirilmelidir. Sızdırmazlık elemanları üzerine ortamdan gelen küçük yabancı partiküllerin saplanması veya yapışması zamanla ciddi sorunlara neden olabilir. Hidrolik akışkanın kirlenmesi sonucunda sızdırmazlık elemanlarının deforme olması mümkündür; silindirlerde mil boru çizilmeleri, sızıntı problemleri, valf ve pompa hataları vb. yaşanabilir.
Montaj Yapılacak Silindir ve Sızdırmazlık Elemanlarının Kontrolü
Montaj anına kadar ambalajında tutulan ürünler montaj sırasında açılmalı; ürünlerin üzerinde depolama, paketleme vb. sebeplerden kaynaklanan hata olup olmadığı kontrol edilmelidir. Ayrıca silindirde boru, mil ve ürün kanallarının yüzey ile ölçü kontrolleri yapılmalı, ağızlatma pah ölçülerine dikkat edilmelidir. Herhangi bir çapak ve keskin köşe olmadığından emin olunmalıdır. Diş üstünden geçirilecek ürünlerin çentik etkisinden korunması için yardımcı aparatlar kullanılmalıdır.
Kontrol Listesi
Takım halinde olan ürünlerin tüm elemanlarının eksiksiz olduğundan emin olunmalıdır. Sızdırmazlık elemanları değişiminde
tüm elemanların yıpranması söz konusu olduğu için, tüm elemanlar aynı anda yenilenmelidir. Sadece ana sızdırmazlık elemanlarının değiştirilmesi yeterli olmayacaktır.
Yağlama
Sızdırmazlık elemanlarının montaj sırasında yağlanarak takılması sürtünme kuvvetlerinin azaltılmasına ve rahat montaj yapılmasına olanak sağlayacaktır. Sistemde uygun akışkan ve uygun montaj greslerinin kullanılmasına dikkat edilmelidir.
Isıtma
Yüksek shore sertliğine sahip (PTFE, 50 Shore D ve üstü termoplastikler) ve et kalınlığı fazla olan ürünlerde, sıcak su veya yağ içinde (80-90 °C) 5 dakika bekletme yapılarak ürünün esneme kabiliyeti artırılabilir. Böylece daha düşük kuvvet ile montaj yapılabilen ürünlerde oluşabilecek plastik deformasyonların riski ortadan kalkacak ve üründe geriye toplama problemi azalacaktır.
Ön Şekil Verme
Geriye toplama özelliği düşük olan sert termoplastik (PTFE gibi) malzemelerden üretilen yataklama ve destek ringi tipi ürünlerde ön şekil verme işlemi montajı kolaylaştırabilir. Mil üzerine takılan yataklamalar bekletilerek normal çap boyutlarına gelmesi sağlanacak ve tam daire özelliği kazanacaktır. Büyük çap ve ince et kalınlığındaki ürünlerde montajdan önce şekil verme ile hızlı ve sağlıklı montaj sağlanabilir.
Montaj Sonrası Silindirin Havasının Alınması
Hidrolik silindirlerde montaj sonrası silindir içinde hava kalması büyük problemlere neden olabilir. Dizel efekt, jet kesme etkisi gibi problemler sızdırmazlık elemanlarına ve metal yüzeylere ciddi zararlar verebilir. Silindir montajından sonra mutlaka hava alma işlemi yapılarak silindirler sistem üzerine montajlanmalıdır.
Kapalı Kanala Montaj İçin Önerilen Ürün Ölçü Değerleri
Ürün seçimleri yapılırken özellikle kapalı kanallara montaj yapılacak ise et kalınlığı, çap ve malzeme gibi değerlere dikkat edilmelidir; aksi takdirde ürünlerin montajı yapılamayabilir.
| Çap ve Et Kalınlığına Bağlı Kapalı Kanal Montaj Tablosu | |||||||||
| *Tek Tarafı Kesit (Et Kalınlığı) (D-d)/2 (mm) |
Boğaz Keçesi Minimum Çapı (mm) | Piston Keçesi Minimum Çap (mm) | |||||||
| ≥ 94 Shore A | < 94 Shore A | ≥ 94 Shore A | ≥ 94 Shore A | ||||||
| 3 | 19 | 25 | 31 | 44 | |||||
| 4.5 | 25 | 44 | 44 | 69 | |||||
| 6.5 | 44 | 69 | 76 | 114 | |||||
| 9.5 | 76 | 127 | 152 | 203 | |||||
| 12.5 | 152 | 203 | 254 | 304 | |||||
| 20 | 203 | 228 | 381 | 431 | |||||
| 25 | 254 | 254 | 508 | 635 | |||||
| Bu tabloda uygun ürün montajı için tavsiye edilen kesit ve minimum iç ve dış çap değerleri verilmiştir. | |||||||||
* Örnek: Et Kalınlığı: d:100xD:112xH:8 bir K33 ürün için (112-100)/2= 6mm
* Bu değerler dışındaki uygulamalarda, sızdırmazlık elemanının kanal şekli, mutlaka açık kanala uygun olarak tasarlanmalıdır.
Piston Montaj Aparatları
KULLANIM
- İlk olarak "K17" tipi bir sızdırmazlık elemanı kullanılıyor ise o-ring veya elastomer ring ürün kanalına montajlanır.
- O-ring üzerinde herhangi bir burulma olup olmadığı kontrol edilir. Konik aparat piston başına oturtulur.
- Konik aparat ve PTFE ring montaj yağı ile yağlanır ve PTFE ring konik aparat üzerine yerleştirilir.
- Yarıklı itici aparat, kollu matkap yardımı veya direkt el kuvveti ile PTFE ring üzerine kuvvet uygulanarak, PTFE ringin genişlemesi ve kanalına yerleşmesi sağlanır.
- Piston başına montajı gerçekleştirilen piston sızdırmazlık elemanından sonra, yataklama elemanları ile piston seti hazır hale getirilir.
- Aşağıda, görülen konik dişi aparat ve ürünler yağlanarak piston boru içine montajlanır.
AVANTAJ
Yarıklı aparat ve konik aparat yardımıyla yapılan montajda sızdırmazlık elemanı çevresel olarak eşit biçimde esnetilir. Bu sayede ürünün tek yönde uzayarak deforme olması, plastik deformasyona uğrayarak kopması ve geriye toplamaması ihtimali azaltılır. Çok hızlı ve hatasız montaj yapılmasına olanak sağlar. Aparatlar uzun süre kullanılabilir.
Boru üzerinde diş olması durumunda ince et kalınlığında diş dibini geçecek bir uzatma yapılır. Böylelikle pistona montaj esnasında esneyen ürünün geri toplanması ve dişlerden kaynaklanabilecek çentik, kesilme deformasyonundan korunması sağlanır. Düşük et kalınlığına sahip küçük çaplı borularda uygun pahlar imal edilememektedir. Bu tip borularda konik ağızlatma aparatlarının kullanılması emniyetli montaj yapılabilmesi ve sızdırmazlık elemanlarının zarar görmemesi için büyük öneme sahiptir.

NOTLAR
Aparat malzemeleri POM malzemeden imal edilebilir. Konik aparat "L" ölçüsü montaj yapılacak piston başı ölçülerine göre PTFE ring kanalına tam oturacak şekilde belirlenmelidir. Yarıklı itici aparatın üzerinde o-ring kanalı açılır ve o-ring ile beraber kullanımı aparatın geriye toplamasına yardımcı olur.
Alternatif PTFE Ring Piston Başı Montajı
PTFE, termoplastik elastomer ve elastomer malzemelerden üretilen piston ringlerinin montajında aparat kullanma imkanı olmadığında bir şerit kurdele veya kopma mukavemeti yüksek, kaygan yüzeye sahip ince bir kumaş ile montaj sağlanabilir.
PTFE montajında öncelikle kanala elastomer parça (o-ring vb.) montajlanır ve burulmadığı (twist etkisi oluşmadığı) kontrol edilir. Yataklamalar da öncelikle kanala montajlanmalı ve sonra PTFE montajına başlanmalıdır.
PTFE parça ısıtma işlemi yapıldıktan sonra (yaklaşık 80-90 o C su veya yağda 5 dakika bekletme) yaklaşık 120 derecelik kısmı kanal içine geçirilir. Sonra şerit bir kurdele PTFE parçaya resimdeki şekilde geçirilerek kontrollü esnetme ile tek yönde fazla kuvvet oluşmadan çevresel dönme hareketi ile kanala montajlanabilir. Burada montaj yapılacak parçaların uygun yağ ile yağlanması işlemi kolaylaştıracaktır.
Kompakt Set Montajı
Kompakt set montajında öncelikle elastomer (kauçuk) parçanın montajı konik aparat yardımı ile ya da alternatif montaj (kurdele) ile gerçekleştirilir. Sonra sırasıyla TPE ve POM parçaların yukarıda görülen şekilde esnemeleri sağlanarak piston başına montajı gerçekleştirilir. Burada, ürünlerin dik ekseninde esnetilmesine dikkat edilmesi gerekir. Aksi takdirde çapsal olarak esnetilen ürünlerde deformasyon, kırılma ve geriye toplamama gibi problemler görülebilir.
NOT: Özellikle çap ölçüleri büyük (Ø100 ve üzeri) ince kesitli yataklama ürünlerde cam elyaf katkılı termoplastik yataklamaların tercih edilmesi önerilir. (K518-K518X)

Boğaz Sızdırmazlık Elemanı Montajı

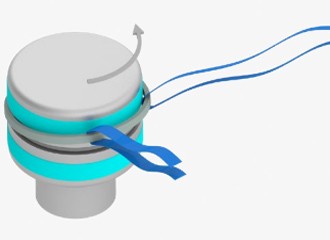
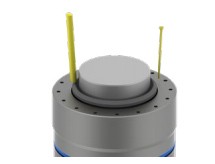
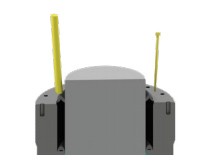
Boğaz keçelerinin montajlanmasında, Resim 3.31'de görülen aparat, montaj işlemini hızlı ve kolay hale getirebilmektedir. Boğaz sızdırmazlık elemanı 1. adımda olduğu gibi aparata takılır. Bu işlemden sonra kırmızı kollar ok işaretleri yönünde döndürülerek ürün 2. adımdaki hale getirilir, 3. adımdaki gibi boğaz takozunda kanal içine yaklaşık 180°'lik tarafı yerleştirilir ve kırmızı kollar yavaşça ters yöne gevşetilerek montaj tamamlanır. Ürünler çaplarına göre en uygun boyuttaki aparat ile montajlanmalıdır. Çap ve kesite bağlı Tablo 3.2'deki değerler göz önünde bulundurularak ürün seçimleri yapılmalı ve montaj gerçekleştirilmelidir.

Kesikli Aparat Yardımıyla PTFE Ürün Boğaz Montajı
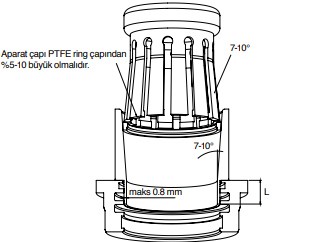
Özellikle el ile ulaşılması zor ve küçük çaplı, uzun boğazlarda (Ø < 40 mm) POM veya PA malzemeden dışa açılı kesikli aparat yardımıyla montaj yapılabilir.
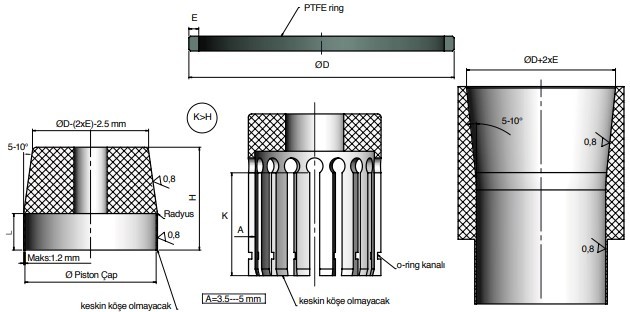
7-10° dışa açı verilen konik parçada başlangıç çapı PTFE ring dış çapından %5-%10 büyük yapılmalıdır.
Aparat üzerindeki «L» ölçü uzunluğu, sızdırmazlık oluk hattına kadar uzatılmalıdır.
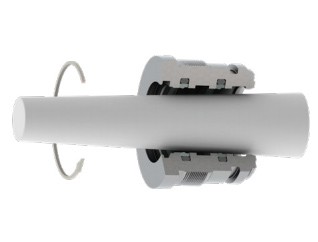
Aşağıdaki resimde görüldüğü gibi keçe montajında oluklu aparat ve konik aparat kullanılabilir. Boğaz keçesi, oluklu kısım yardımı ile konik aparat içinde kaydırılabilir, bu sayede conta halkası üzerinde her tarafa eşit kuvvet uygulanarak sağlıklı montaj yapılabilir.

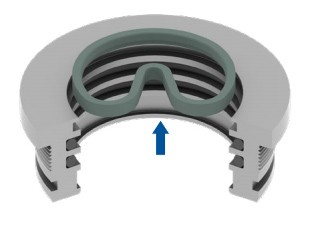
Aparat Kullanmadan PTFE Boğaz Sızdırmazlık Elemanı Montajı
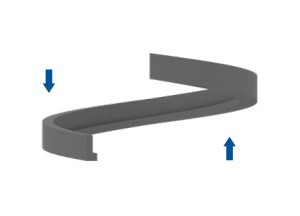
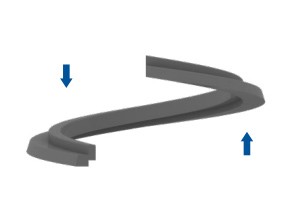
Kanal içine öncelikle elastomer itici ring montajlanır ve herhangi bir burulma, kanal içinde dönme olup olmadığı kontrol edilir. El yardımı ile montaj yapılacak PTFE boğaz sızdırmazlık elemanlarında Resim 3.35'te görülen mavi ok yönünde baskı yapılarak ürüne form verilir. Belli bir çevrede yaklaşık 180°'lik kısım kanal içine montajlanır, sonra içe doğru kıvrılan kısım tekrar dışa doğru Resim 3.37'de gösterildiği gibi ok yönünde parmak ile basılarak montaj gerçekleştirilir. PTFE ürün şekil verilirken içe bükülen kısmın notch üzerine gelmemesine dikkat edilmelidir.
Ürünlerin tam daire şeklindeki formuna tekrar kavuşabilmesi için yüzey kalitesi yüksek uygun konik bir mil yardımı ile ürünlere baskı uygulanır ve konik mil boğaz takozu içinde tüm çap içinde döndürülerek bu işlem gerçekleştirilir. Boğaz takozuna mil montajı yapılmadan önce PTFE ringlerin herhangi bir yerinde formunun bozuk kalmadığına dikkat edilmelidir.


Packing Montajı
Packing Yükseklik Ayarı
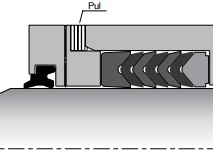
Ayar pulları packing uygulamalarında önemli etkiye sahiptir. (Çalışma sırasında eğer mil üzerinde sıcaklık artıyor ise dikkatli olunmalıdır.) Sıcaklık arttığında yukarıdaki şekilde görülen pul sayısı artırılarak packing ön yüklemesinin azaltılması sağlanır. Eğer sızıntı oluşur ise, ön yükleme pul sayısı azaltılarak baskı yükseltilebilir ve sızıntı önlenebilir. Zamanla basınç altında çalışan
packing elemanlarında ön yükleme kayıpları olabilir. Bu durumda aradan pul eksiltilmesi ile yükleme kuvveti artırılabilir. Packing montajında Resim 3.39'da ve Resim 3.40'ta görülen sarı renkli plastik ve keskin köşe olmayan iticiler ile montaj yapılması tavsiye edilir. Kalın olan itici ile tüm çevrede yaklaşık 60° aralıklarla üstten baskı yapılırken, diğer ince itici ile manşet dudaklarının kanalına ağızlatılması sağlanır.
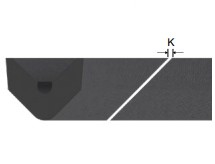

Ø400 mm iç çapa kadar packingler kesimsiz montaj yapılabilirler. Ancak Ø400 mm çap üstünde 45° kesim yapılarak montajlanmaları gerekebilir. Kesim yaparken keskin bir bıçak veya falçata kullanılmalıdır ve yine yukarıdaki yardımcı plastik aparatlar kullanılarak montaj yapılmalıdır.
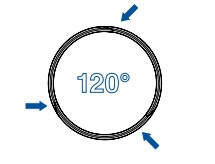
Montaj öncesi kesim yapılması gerekiyorsa «K» aralığı kalmayacak şekilde kesilmelidir ve kesilen yüzeylerin birbirine 120° kaydırılarak montajlanması önemlidir.
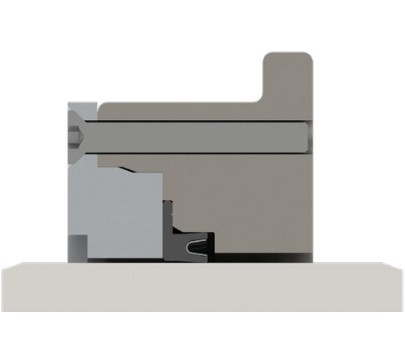
Yukarıda; Resim 3.44'te görüldüğü üzere ürünler, açık kanala mil olmadan montajlanırsa oturma problemleri yaşanabilir. Bu şekilde mil ile sıkıştırılan parçalarda, yanlış yüzeylerden aşırı baskı oluşabilir. Bu nedenle yüzey aşınmalarında ve sistemin ısınmasında artış görülebilir. Olumsuz etkileri önlemek için parçalar tek tek sıra ile montajlanmalıdır ve eş merkezli montaja dikkat edilmelidir.
Yaylı PTFE Ürünler için Montaj Bilgileri
Kapalı Kanala Montaj
Ød1 ölçüsü olarak belirtilen değer, kanal et kalınlığına bağlı olarak hesaplanabilmektedir. Küçük çaplı ve et kalınlığı yüksek ürünlerin kanala montajı mümkün olmayabilir.
Kapalı tip kanalların Ø50 üzeri boru veya mil uygulamalarında kullanılması tavsiye edilir. Boğaz uygulamalarında, Ød1 hesaplanırken (ØD-E/2), piston uygulamalarında ise (Ød+E/2) olarak hesaplanmalıdır.
Ød1 değerinin kanal çaplarından maksimum %4 farklı olması tavsiye edilir. Örnek: ØD:50 mm ise Ød1: 48 mm
Kapalı tip kanal kullanımları hakkında detaylı bilgi ve teknik çizim desteği için satış departmanı ile iletişime geçilmelidir.
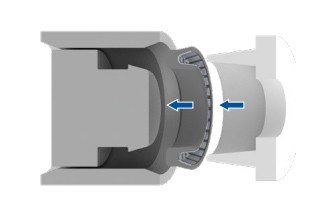
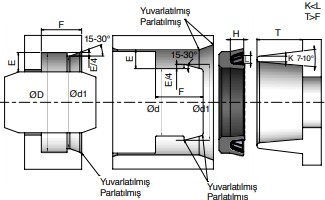
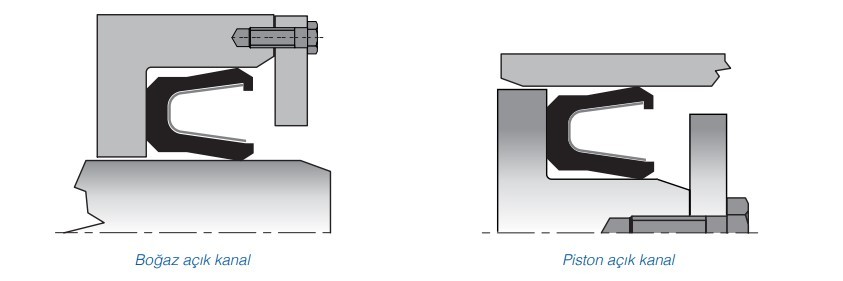
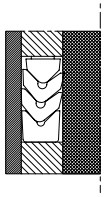
Yaylı PTFE parçaların açık kanala montajlanması tavsiye edilir. Eğer kapalı kanala montaj yapılması gerekiyor ise Resim 3.46'da görülen değerlere uygun aparat ve kullanım yerleri imal edilmelidir.
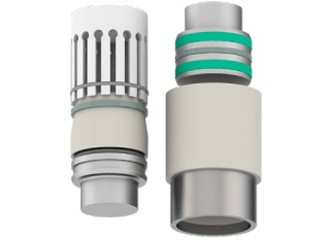
Yaylı PTFE ürünlerde çizilmelere karşı çok dikkatli olunmalıdır. PTFE malzemenin yapısının çok kolay zarar görebileceği unutulmamalıdır. Sızdırmazlık elemanı öncelikle konik yapıda kanala el yardımı ile merkezlenmeli, kuvvet uygulanmadan oturtulmalıdır. Sızdırmazlık elemanı havuzuna erkek aparat yardımıyla baskı uygulanarak dairesellik bozulmadan montaj gerçekleştirilmelidir. Aparatlarda ve montaj yerinde, keskin köşe, bozuk yüzey bulunmamasına dikkat edilmelidir. Ürün montajında yayın PTFE ürün havuzundan dışarı çıkmadığından ve PTFE'ye zarar vermediğinden emin olunmalıdır.
Kalın kesitli ve döner uygulamalarda özel tasarıma sahip yaylı PTFE ürünlerin açık kanala montajı tavsiye edilir. Ayrıca bu durum ürün tasarımına bağlı olarak zorunlu olabilir. Gerekli durumlarda açık kanal teknik çizim desteği için satış departmanı ile iletişime geçilmelidir.