- 应注意密封件沟槽和边缘的棉棒倒角和孔倒角的角度、尺寸和半径值。
- 在选择气缸棉棒时,应首选表面感应淬火深度达 2.5 mm、硬度至少为 45 HRC、点镀铬层厚度为 25- 40 μm 的产品。硬度值;根据密封元件的材料、压力值和工作条件,可能需要使用 50-60 HRC。
- 应在喉楔、管道、棉棒和活塞头之间进行定心。根据气缸直径的不同,应按照 H7/f7 或 H8/f7 的公差进行定心。必须注意确保部件之间的同心度。
- 应注意进油口和出油口;应采用不会产生气蚀或湍流的设计。
- 如果要使用金属导环,则必须在切割过程中制作螺旋油道。应避免产生流体动力压力。在选择导环时应考虑油缸上的负载。
- 应注意确保静态密封槽为矩形。
- 在开放式凹槽中使用的密封元件设计中,必须采取预防措施,防止活塞头和棉棒装配上的螺钉松动。系统中广泛使用固定螺钉和化学固定齿解决方案。
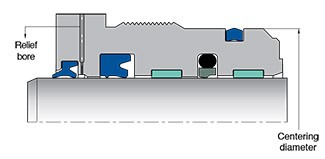
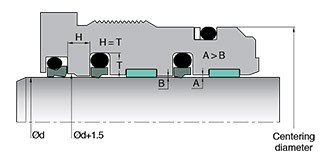
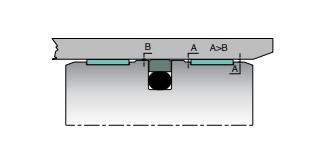
- 如果使用双作用杆式雨刷器或刮水器,建议在主密封元件后面设计一个泄压孔。如果主密封元件没有泄压功能,则必须打开泄压孔。主密封件和导向环壁后面的挤压间隙 "S "建议按不同尺寸(A-B)制造。如果活塞设计为无直线的阶梯式(A>B),则可实现平稳的油释放,并有助于提高系统的运行效率。
- 在串联密封设计中,其目的是通过在第 1 和第 2 个密封元件之间放置一个导向环,在较大范围内收集油液,并提高系统的导向环效率。
- 如果某些产品难以预成型,例如:填料、硬度材料截面大且直径-截面比高于表 3.2 所列值的密封件、弹簧加压聚四氟乙烯产品等。必须将其安装在分割槽上。应注意确保棉棒中各部件之间的同心度,各部件应紧密接触,并注意在密封件槽中不产生间隙。同时,在高压下使用分瓣槽时,应注意保持部件的固定。还应防止部件失去接触;必须采取必要的预防措施,防止螺丝松动。
液压缸设计考虑因素
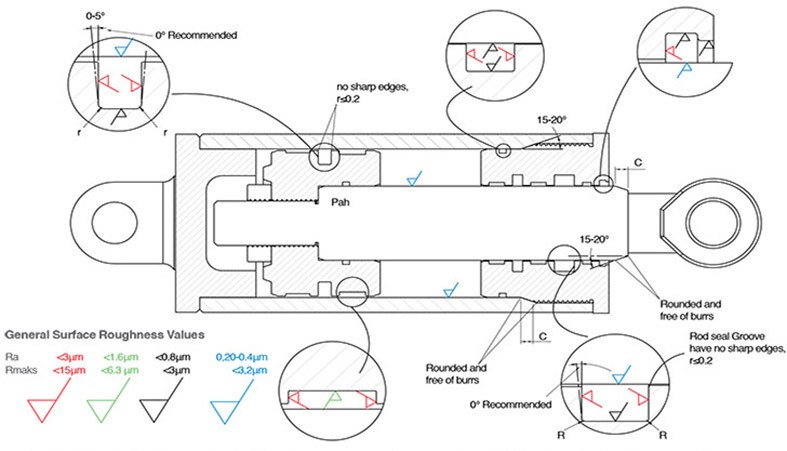
上图中的数值为一般数值。数值可能因密封元件材料和介质类型而异。
液压缸 "C "的建议倒角值
| 壁厚 ≤ | Cmin | 壁厚 ≤ | Cmin |
| 2 | 2.5 | 14 | 19 |
| 3 | 3.5 | 15 | 9.5 |
| 4 | 4.5 | 16 | 10 |
| 5 | 5.5 | 17 | 11 |
| 6 | 5.5 | 18 | 11.5 |
| 7 | 5.5 | 19 | 12 |
| 8 | 6 | 20 | 12.5 |
| 9 | 6 | 21 | 13 |
| 10 | 6.5 | 22 | 14 |
| 11 | 7.5 | 23 | 14.5 |
| 12 | 8 | 24 | 15 |
| 13 | 8.5 | 25 | 15.5 |
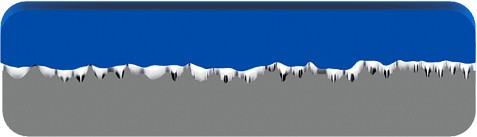
表面粗糙度值会极大地影响密封元件的性能。
因此,在装配之前,必须检查棉棒、内孔表面和密封件表面的粗糙度。(参见第 60 - 61 - 62 页)
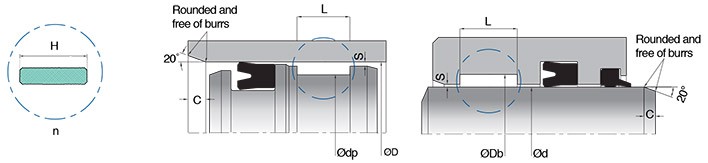
侧面表 3.3 中给出的 C 值是安装密封件时无损伤的适当倒角值。所有未指定的内外边缘倒角均设置为 r≤0.2。
倒角角度: 应在 15-20° 之间。
在串联密封系统中,"C "值应根据哪种密封横截面更大来考虑。
表面粗糙度值
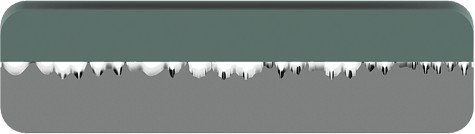
密封元件工作的配合面的表面粗糙度值直接影响密封元件的性能或工作寿命。配合表面必须经过珩磨、磨削、抛光或打磨。(表 3.4)此外,还可以在配合面上进行涂层处理(铬涂层、陶瓷涂层等)。根据密封元件的类型,表面粗糙度值应在表 3.5 所给出的值范围内。
密封元件与配合表面粗糙度的相容性因所用材料的类型而异。弹性体材料能很好地适应工作表面的变化,热塑性材料适应性好,而聚四氟乙烯材料则不容易适应表面变化。
建议的表面粗糙度值可能因系统中使用的棉棒材料、流体类型(液体、气体)、粘度值和表面涂层材料而异。
如需应用不同的流体,请联系我们的销售部门。
在对表面进行涂层和抛光处理之前,对棉棒进行硬化处理非常重要。根据聚四氟乙烯填充类型的不同,需要不同的表面硬度,特别是在旋转应用中。

| 配合面的表面粗糙度值 根据密封材料 «μm» |
||
| 棉棒和内孔表面 | ||
| 参数 | 聚四氟乙烯 | 弹性体-热塑性塑料 |
| Ra | 0.05-0.2 | 0.1-0.4 |
| Rz | 0.40-1.60 | 0.6-2.50 |
| Rmaks | 0.60-2.50 | 1.0-4.00 |
| Rmr (Cref=%5 - Rz/4) | %60-%90 | %50-%70 (热塑性塑料) %55-%80 (弹性体) |
表面粗糙度兼容性
材料
NBR
PU
PTFE
| 根据流体类型得出的表面粗糙度值 | ||||
| Ra 值 | ||||
| 应用 | 热塑性塑料和 弹性体密封件 |
聚四氟乙烯密封件 | ||
| 动态 表面 |
静态 表面 |
动态 表面 |
S静态 表面 |
|
| 低温技术 | - | - | 0.1 µm (max) |
0.2 µm (max) |
| 氦气、氢气 氟利昂 (空调 制冷剂 R22-R404) |
0.1-0.25 µm | 0.3 µm (max) |
0.15 µm (max) |
0.3 µm (max) |
| 空气、氮气、氩气 天然气、燃料 (飞机和汽车) |
0.1-0.3 µm | 0.4 µm (max) |
0.2 µm (maks) |
0.4µm (max) |
| 水,液压油、 原油 |
0.1-0.4 µm | 0.8 µm (max) |
0.3 µm (max) |
0.8 µm (max) |
| Rz 值 | ||||
| 应用 | 热塑性和弹性体密封件 | 聚四氟乙烯密封件 | ||
| 动态 表面 |
静电表面 | 动态 表面 |
静态 表面 |
|
| 全部 流体 |
Rz ≤ 8 x Ra 1.6 µm (max) |
Rz ≤ 6 x Ra | Rz ≤ 8 x Ra 1.6 µm (max) |
Rz ≤ 6 x Ra |
| 注:Rz 值高于建议的最大值会增加密封磨损。 | ||||
| Rz 值 | ||||
| 应用 | 热塑性塑料和弹性体 密封件 |
聚四氟乙烯密封件 | ||
| 动态 表面 |
静态 表面 |
动态 表面 |
静态 表面 |
|
| 所有流体 | %50---%70 (热塑) |
---- | %60-%90 | ---- |
| %55---%80 (弹性体) |
||||
| Rmr 的值应根据 Rz / 4 和 Cref = 5% 这两个点来确定。 | ||||
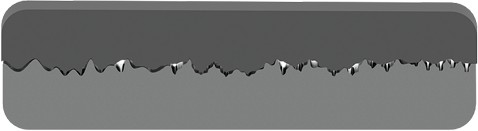
表面粗糙度值
Ra – 测量点到测量剖面中心线距离 x 的绝对算术平均值。

Ra 轮廓的计算
Ra 参数并不因峰值点或剖面深度结构而异(图 3.58)。
仅凭 Ra 或任何其他参数都不足以确定表面是否合适。表面粗糙度参数应作为一个整体进行评估,并应符合目录值。
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

不同剖面的 Ra 值
Rz - 平均表面粗糙度值:测量范围内 5 个 Rz 值的算术平均值。
Rmax - 最大表面粗糙度深度: 测量范围内 5 个 Rz 值中的最大值。
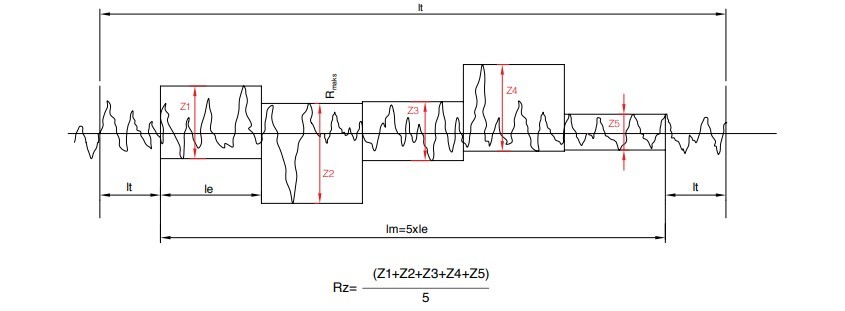
Rz 参数和 Rmax 值的计算
表面粗糙度值
Rmr - 材料在轮廓中的百分比: Rmr 是轮廓表面测量截面中给定深度的材料接触百分比。表面接触面积百分比 Rmr 是在深度 C 处切削时,一定长度表面的表面粗糙度与非接触表面的比率。Kastaş 在 Rmr 计算中以 Cref=5% 为参考线,计算 Rz/4 截面的材料接触百分比。
单凭 Ra 和 Rz 参数并不能充分说明密封元件的工作表面。当这些参数与 Rmr 值一起评估时,就能确定工作表面的适用性。
为了获得适当的 Ra、Rz、Rmr 值,应注意在棉棒上进行磨削、在孔上进行珩磨或特殊工艺,并应根据产品目录信息进行生产。
否则,如果 Rmr 值接近 0%,表面的峰值就会很高,从而产生磨损效应;如果 Rmr 值接近 100%,由于缺乏合适的油膜,温度值就会升高。密封元件可能会因温度过高而变形,在 Rmr 值为 100% 的低压系统中可能会出现漏油现象。


不同表面测量剖面深度的材料变化百分比。
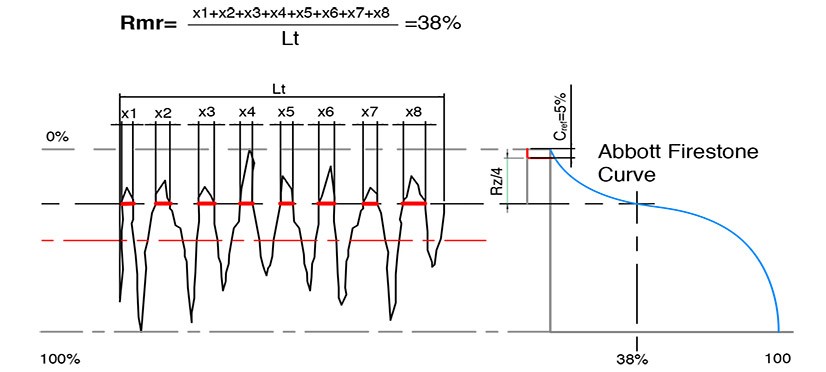
Rmr 值的计算
挤出间隙
密封元件根据其材料和设计,可在一定压力和一定挤压间隙下安全工作。
挤压间隙值表示为密封元件槽与工作面(杆或孔)之间的间隙。密封元件后面沿压力方向产生的高应力会使材料在压力作用下像流体一样流入挤压间隙。
图 3.63 显示了密封元件在相同压力下不同挤出间隙的挤出率。
挤压耐温性因温度而异。随着温度的升高,材料的机械性能降低,挤压变得更容易。特别是在温度高于 60 °C 的系统中,挤压间隙的直径值(计算时要保证没有金属与金属接触的风险)可能需要根据系统条件进行减小和增大。
系统中最常见的故障之一是由于挤压间隙设计不当或系统轴向偏差导致挤压值增大,而在密封元件后面出现伸长变形。在下列情况下,设计中考虑的挤压间隙值可能会增大。计算最大挤出间隙时应考虑这些情况。
影响 Smax 值的因素
- 轴向偏差取决于气缸重量。
- 外部载荷的影响以及根据气缸装配的类型和运行情况(在倾斜、水平状态下运行,中间连接、后连接)在轴上形成的弯曲、倾斜。
- 导向元件横截面公差和导向元件挤压造成的间隙
- 气缸部件制造公差造成的间隙。
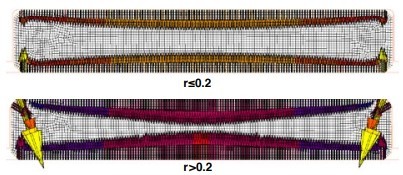
凹槽制造中最需要考虑的一点是密封元件后面的半径。对于双作用密封元件,两个角的 R 值都应≤0.2 毫米。R 值大于 0.2 毫米会增加挤压倾向。
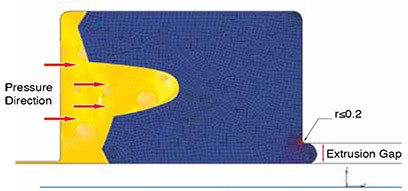
150 巴压力下的密封元件 SEA
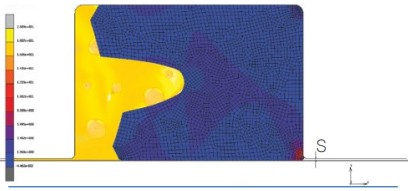
S=0.1 mm
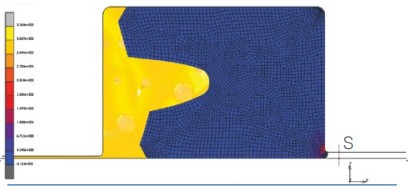
S=0.3 mm

S=0.5 mm
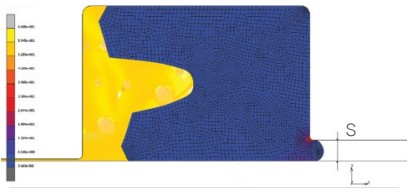
S=1 mm
计算棉棒和活塞挤压间隙值
在计算 Smax 和 Smin 值时,应考虑导环槽、导环横截面公差,如下所述。Smax 和 Smin 是临界值;Smax 直接影响导环横截面公差。
挤压材料时,Smin 值表示金属与金属接触的风险。如果 Smin 值低于 0.15 mm,请联系我们的销售部门。
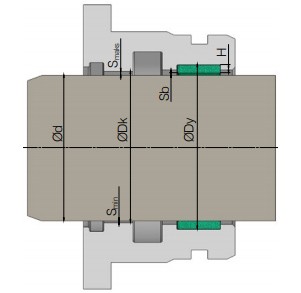
压盖 - 棉棒挤出间隙
压盖 - 棉棒挤压间隙值
| Smaks | 最大挤出间隙 |
| Smin | 最小挤压间隙 |
| Sb | 指导差距 |
| Ød | 棉棒直径 |
| ØDy | 导环槽直径 |
| ØDk | 密封元件挤出间隙直径 |
| H | 导环横截面厚度 |
| Smaks | [(Dkmax-Ødmin)/2]+[Sbmax/2] |
| Smin | [ØDk-(ØDymax-(2*Hmin))]/2 |
| Sbmaks | [ØDymax-(2*Hmin)]-Ødmin |
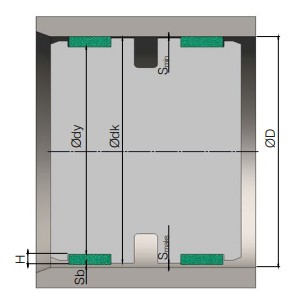
活塞头 - 内孔挤压间隙
活塞头 - 内孔挤压间隙值
| Smax | 最大挤出间隙 |
| Smin | 最小挤压间隙 |
| Sb | 指导差距 |
| Ød | 孔径 |
| ØDy | 导环槽直径 |
| ØDk | 密封元件挤出间隙直径 |
| H | 导环横截面厚度 |
| Smax | [(ØDmax-Ødkmin)/2]+[Sbmax/2] |
| Smin | [(Ødymin+(2*Hmin))] - (Ødkmax/2) |
| Sbmax | ØDmax-[Ødymin+(2*Hmin)] |
指导要素
虽然气缸中的导向件不作为密封元件,但它们却是直接影响密封性能的元件。导向元件用于承受气缸上的垂直载荷,并防止金属与金属之间的接触。选择系统时应考虑行程、工作位置、速度和温度值。
如今的大多数系统都使用热塑性塑料、聚四氟乙烯、复合材料导向元件来代替金属导向元件。
- 易于装配,维修更换方便,低成本解决方案
- 承载能力强
- 高耐磨性,使用寿命长
- 能够抑制振动系统
- 低摩擦
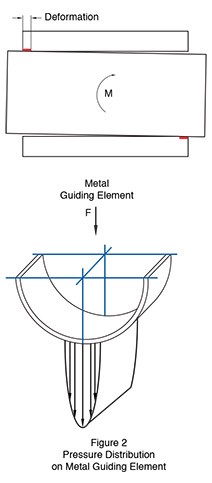
- 不会产生流体动力压力
- 工作时不会损坏金属表面
指导元素材料
热塑性导轨元件: POM 或 PA 导轨元件一般用作玻璃纤维增强型或纯玻璃纤维增强型。POM 和 PA 导向元件因其经济实惠而备受青睐。当温度达到或超过 60 °C 时,POM 和 PA 导向元件的承载能力和表面接触压力与其他热塑性塑料一样会下降。它们适用于轻型和中型应用。
聚四氟乙烯导向元件: 聚四氟乙烯导向元件适用于工作环境温度高、存在化学物质以及需要低摩擦力的系统。聚四氟乙烯导向元件的特性;青铜、碳和二硫化钼添加剂的使用可使导向元件更适合其将要工作的系统。聚四氟乙烯导向元件的良好弹性性能是设计的主要选择原因。在某些应用中,聚四氟乙烯导向元件与其他具有更高承载能力的导向元件一起使用。在此类应用中,聚四氟乙烯导向元件可收集环境中的异物颗粒,防止这些颗粒粘附在硬度较高的导向元件上,损坏气缸或棉棒。由于接触压力较低,它们主要用于轻型和中型应用。
复合导向元件: 它们是由棉布、聚酯、芳纶等布料、树脂和不同填充材料组合而成的产品。它们具有很高的承载能力,可用于重载应用。复合导向元件的弹性结构使其具有更好的承载面积,因此能更成功地承受系统中的径向力。复合导轨元件的载荷分布接近均匀,因此可以避免因弹性变形过大而导致系统错位,从而造成干运行问题。树脂可防止导向元件碎裂。复合导向元件中的聚四氟乙烯添加剂可减少摩擦。与其他导向元件相比,复合导向元件能在高温下很好地保持尺寸稳定性。目前,中型和重型气缸使用的导向元件的承载能力会随着温度和速度的影响而发生变化。承载能力会随着温度和速度的增加而降低。
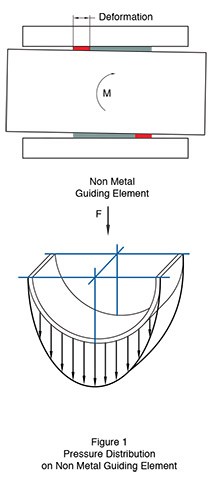
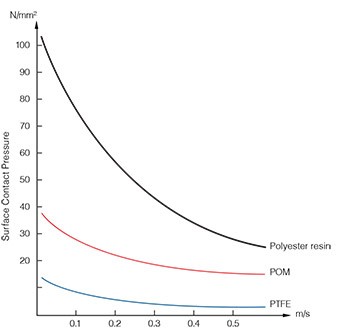
表面接触压力 - 60°C 时的速度图
选择指导要素
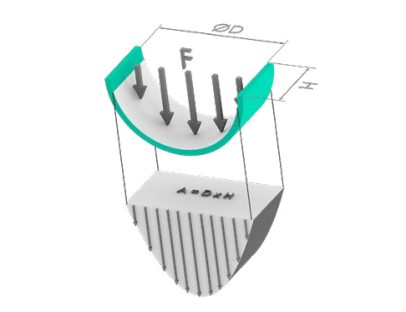
导向元件计算对气缸非常重要。在设计阶段,应根据气缸载荷、气缸工作位置和行程等信息进行计算,并选择最合适的产品。否则,系统可能无法安全运行,并可能发生机械变形。轴承长度可根据影响轴承的力和以下信息进行计算。
导向元件载荷计算
- A: 受力影响的理论总面积
- ØD: 活塞孔直径,棉棒轴直径
- H: 导向元件宽度
- E: 安全系数
- Y: 导向元件的承载能力 (N/mm2)
- F: 作用在导向元件上的力
用于选择最合适的导向元件宽度的公式如下。使用该公式时必须知道影响轴承的力。
注:在计算导向元件承载能力时,应考虑系统中可能出现的力变化、速度和温度值。因此,建议 "E "安全系数至少为 2。
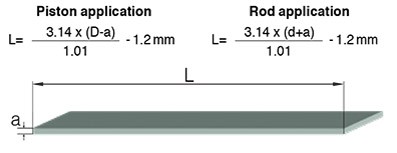
导带的带长计算
L= 导带长度 (mm)
D= 孔径 (mm)
d= 轴的标称直径 (mm)
a= 导向元件壁厚 (mm)
导向元件的沟槽信息
与密封元件相比,导向元件的沟槽加工直径公差给定得更窄。导向环槽的测量误差会直接影响 "S "型流动间隙,从而对系统性能产生重大影响。因此在加工和检查尺寸时必须注意产品目录中给出的加工公差。在导向元件中使槽角半径超过给定值 r≤0.2 mm 可能会在装配和运行过程中造成问题。
指导要素 "K "差距
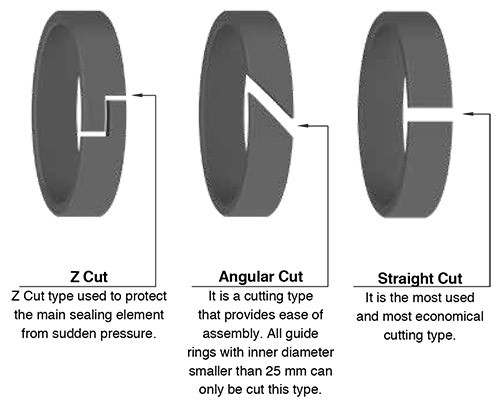
被称为 "K "范围的间隙对轴承非常重要。该间隙允许液压油到达主要密封元件,从而防止形成流体动力压力。除特殊要求外,建议 "K "范围的切削角为 45 度。切削角和类型可根据特殊要求进行更改。
热塑轴承和复合轴承的 "K "值范围见下表。
| Ø | 综合指南 最小 K 值环 |
综合指南 环最大 K |
| Ø40 | 2.00 | 2.50 |
| Ø100 | 3.50 | 5.00 |
| Ø200 | 6.00 | 9.00 |
| Ø300 | 10.00 | 12.50 |
| Ø400 | 14.00 | 16.00 |
| Ø500 | 16.00 | 20.00 |
| Ø600 | 20.00 | 24.00 |
| Ø700 | 22.00 | 25.00 |
| Ø800 | 26.00 | 32.00 |
| Ø900 | 28.00 | 35.00 |
| Ø1000 | 32.00 | 38.00 |

| Ø | 热塑性塑料 导向环 "K" |
| 10-40 | 2-2.5 |
| >150 | 3-4 |
指导元素类型
导向元件可按不同的设计制造。根据应用和安装的沟槽类型,可以生产成 "L "型、"U "型、"T "型或平面型。L "型和 "T "型轴承一般用于伸缩气缸应用。它们可以由玻璃纤维增强热塑性材料制成。承载能力可根据玻璃纤维添加剂的不同而提高。
指导要素简介
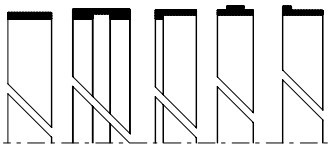
指导元素切割类型